- MetalinkWear.com
- LoneStarChemical.com
- Employment
- Contact Us
-
Knowledge Base
- Bearing, Bushing, and Seal Fits Repair
- Centrifugal Pump Coating
- Chutes and Exhauster Fan Repair
- Cobbles prevention slippage reduction
- Cooling Tower Distribution Pipe Repair
- Cracked Engine Block Repair
- Flange Repair
- Flat Back Elbow Repair
- Heat Exchanger Repair and Coating
- Keyway Repair
- MSDS
- Pipe and Leak Repair
- Process Cyclone Repair
- Pump Housing Crack Repair
- Pump Impeller Repair
- Pump Volute Repair
- River Discharge Pump Maintenance
- Scored Hydraulic Ram Repair
- Shaft Repair
- Spline Shaft Repair
- Split Case Housing Repair
- Stripped Thread Repair
- Surface Preparation for Polymer Application
- TSA Surface Preparation and Application
- Tube Sheet Repair
- Valve Seat Repair
- What is TSA?
- MSDS
Cracked Engine Block Repair
Metalink Cracked Engine Block Repair Kit
A cracked engine block can be returned to service using Metalink ML400 Machinable Repair™ Compound and affecting the following procedure:
1) Prepare surface in accordance with Metals Preparation Guide. Clean and abrade the area around the crack at least 2” on all sides. Thoroughly degrease using Metal Prep II™.
2) Drill extremities of the crack in all directions according to the following: Hairline crack – 3/16” hole; For wider cracks-width of crack plus 3/16”. (Fig. 1) Note: It is very important to terminate the crack at the extreme ends. Therefore, it might be necessary to use a crack detection fluid to determine this. If so, it will be necessary to thoroughly degrease the repair area again after using the detection fluid. Be sure to completely remove all of the fluid, as residue will act as a release agent and not allow bonding of the Machinable Repair™ to the substrate.

3) If crack is 6” or longer, it will be necessary to step-drill the crack every 3 inches. Drill in accordance to instructions in Step 2.
4) All drilled holes must now be threaded by tapping them as follows: For 3/16” drilled holes – ¼”; larger holes – crack width plus ¼”. (Fig. 2)

5) Insert appropriately sized set screws into the threaded holes along the crack. The set screws should be long enough to bottom out in the hold and still have the head showing at the surface.
6) Now “V” the crack with a rotary file. The groove should be half the thickness of the substrate plate.
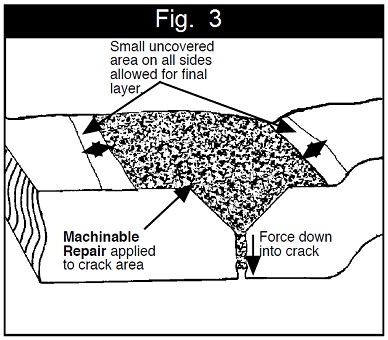
7) Apply Machinable Repair™ to the repair area, forcing it well into the crack. Extend coverage around the crack, if a wire mesh is desired leave room for more Machinable Repair™ (Fig. 3) If wire mesh is not desired add an additonal layer of Machinable Repair™ at least ¼” thick over the whole area, smoothing the application with a wet trowel.
8) If wire mesh is desired apply stripped reinforcement tape or wire mesh into the Machinable Repair™ pressing it into the compound. (Fig. 4)
9) Apply final layer of Machinable Repair™ at least ¼” thick over the whole area, smoothing the application with a wet trowel. (Fig. 5) Allow Machinable Repair™ to completely cure according to technical guideline before returning to service.
